

Be Your Own Start
Dear Mr.RK,
Please make ppt of your own presentation and post it or the contents of your presentation.
It will be viewed by all and our experts may help you in fine tuning.
Regards, ■
Splicer Training
 Originally Posted by rk2007
Originally Posted by rk2007
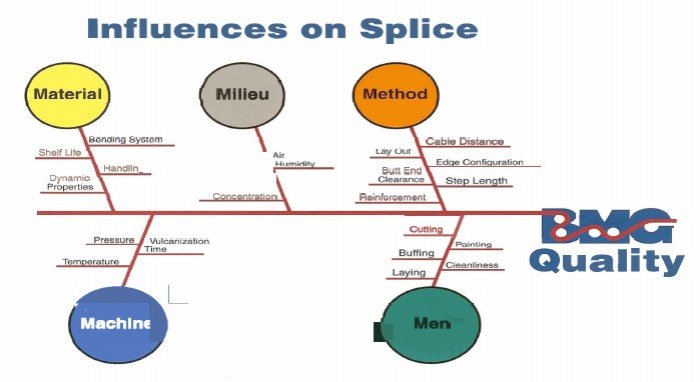
When BMG first started splicing belts for ContiTech and received their training, they gave us this chart (with the last part of it our change). Base your presentation on this as it covers everything you need to know that can affect your splice.
Splicing is an art and a science. ■
Steel Chord Belt Splicing & Vulcanizing
Greetings rk2007,
I had prepared one presentation on STEEL CHORD BELT SPLICING & VULCANIZING which I am sharing herewith.
This may help you in preparing your.
NOTE: ONLY REFER THE CONTENTS AND DONT USE MY COMPANIES LOGO OR PPT FORMAT.
Attachments
st_belt_splicing_vulcanizing (PDF)
■
Re: Belts 7 Vulcanising Ppts
Thank you Mr.Nordell.
In general, we find more joints related problems in fabric belts than those of steel cord belts.
One of the concern is the quality of vulcanizing materials. What are the simple methods available, to ensure that the vulcanizing materials are in good quality ?
Requesting valuable advice.
Regards, ■
Thanks Guys.
Ronald &Deepak, thank you very much. ■
Belts 7 Vulcanizing Ppts
While not commenting on the detailed design of fabric splices, which can be found in the belting manufacturer's instructions, rather than perfecting the splice further we simply hedge against its failure. For our Dos Santos Sandwich belt high angle conveyors we always specify an increased bias angle of 45 degrees. Geometrically you can appreciate that along the 45 degrees path of the splice the normal tensile stresses are reduced to 0.707 x 0.707 = .50 (50%) of the inline belt stresses. Similar there is a shear stress component of equal magnitude along the splice. The increased angle also reduces simultaneous exposure through transitions and over pulleys.
Joe Dos Santos ■
Re: Belts 7 Vulcanising Ppts
Dear all,
Hope the following thread may be relevant to go through for further browsing.
https://forum.bulk-online.com/showth...Conveyor-Belts
Thanks a lot & regards, ■
Re: Belts 7 Vulcanising Ppts
Dear Experts,
RFL ( Resorcinol Formaldehyde Latex ) is an important chemical applied on the fabric plies during manufacturing to ensure good bonding during vulcanizing joint. The quality of this RFL and residual life of this chemical is often not known to the end users. Requesting experts to enlighten further about this. This would be particularly helpful to us, to decide about using long stored belts. How to ensure about the vulcanizability of the fabric belts to be joined ?
Regards, ■
15 Or More Missing Points In Ronf Chart
CDI has been designing advanced splice designs for more than 25 years.
We have perfected test protocols, test machines, splice patterns that exceed 60% dynamic endurance of most cord breaking strengths, and designed splices to a rating of ST-10,000 N/mm. The ST-10,000 N/mm tests beyond 50% endurance per DIN standard protocol. We have perfected improved methods of splice repair when the question of broken cords is under study on when to reject broken cord patterns.
Many years ago we successfully replaced an existing failed ST-5100 N/mm belt rating, in Chile, with a new 2-step splice that tested at Hanover > 60% endurance for more than 10,000 load cycles.
A few missing points in the splice chart and other comments that are applicable to Steel Cord - not in order of importance:
1. Compatibility of original core gum with splice kit - some core gums reject the splice kit or highly weaken the splice dynamic endurance.
2. Vulcanizer platen design - most now follow Shaw-Almex patented platen - what are the differences?
3. Use of "Preform" splice kit to more accurately control cable positioning
4. Method of heat control and heat monitoring to provide record of work
5. Hygiene (contamination control) of splice station - control wind, dust, sweat and other moisture contaminants
6. Splice step length are a little short for ideal stength - needs to be closer to 125 x cable diameter to achieve > 95% of potential efficienby
7. Too much use of tackifiers - how not to use them
8. Length of time core gum is exposed to atmosphere after buffing - also ambient temperature control within splice station
9. Use of vulcanizer bias vs. non-bias - what bias does and how to eliminate need for bias.
10. Splice alignment protocol - what length of belt segment, not within vulcanizer, assures proper splice alignment - rejection criteria
11. Size of rubber between, above and below cords to control finished rubber that will not allow cover rubber to come in contact with cords.
12. Splice step length criteria is dependent on dynamic endurance of manufactures core gum and of splice kit core gum - most splice step lengths are too short for optimal dynamic efficiency
13. Use of bronze brush wheel - not steel brush that damages the zinc coating
14. Even vs. odd steel cord count in belt design - how much does odd cord count reduce splice dynamic efficiency?
15. How much does misaligned cords within splice pattern weaken splice and when to reject the splice installation? ■
How Does It Affect The Reliability Of A Splice, The Decreased P…
Dear, I am trying to solve a problem, a few days ago, was performed a splice in a fabric belt (EP1000 / 4, 2438 mm wide), according to the protocol, must be used, for vulcanizing pressure,146 psi, but at time to start the process, equipment vulcanizer assembled, it was observed that the rails or beams of the equipment were designed to a pressure of 120 psi. After this, it was decided to use pressure 120 psi for the process, which reached 132 Psi during the vulcanized, personnel performing the work, indicate that there is no major problem to down the pressure to the level that was used (132 Psi), arguing that this reduction of the pressure, was compenzada by time increased vulcanized, which indicated in a table, is this argument valid? Where I can find this information? What levels of pressure are acceptable during the vulcanization process, lower? pressure remained constant throughout the process and used an additional time of 15 minutes over the time specified in the protocol.
I am interested mainly, indicate technically, that the process was performed good and to ensure smooth operation of the splice.
Would greatly appreciate your help.
Sebastian Cortez ■

Belts 7 Vulcanising PPTs
Dear Experts,
I have give training on conveyor belting and joining methods to my juniors. Can any body help me in getting PPTs of the same.
Regards
RK ■