

Re: Tippers Vs Hopper Trucks
dear himex,
Since you are now operating at a higher pressure, it is most likely that you are also operating at a higher capacity. (Installation has not been changed)
The manual handvalve for controlling the capacity must be the convey air by-pass valve.
Checking the data sheet of Aerzen for the GM90S shows that the maximum pressure at 1190 rpm is 900 mbar (well below your 10 psi # 700 mbar)
At 900 mbar and an intake temperature of 20 degrC, the exhaust temperature is 128 degrC.
The measured 120 degrC exhaust temperature (probably because of a higher intake temperature) is therefore acceptable.
The outlet temperature = the inlet temperature + the pressure related temperature rise, caused by isochoric compression.
It is advisable to install the required safety devices s.a. over pressure switches, pressure spring releif valve and an outlet temperature switch.
In case of a too high outlet temperature, the blower should be shut down (after a short time delay)
Consult Aerzen if in doubt.
Have a nice day
Teus ■
Teus
Re: Tippers Vs Hopper Trucks
Hello Himex,
I think you and I may have spioken about this particular installation in the past. Teus is correct in saying that 10 psi is no problem. If you are worried about operational safety and lubricant service life make sure that you stay below 285F discharge temperature. I also believe you had a water cooled inlet air cooler designed to keep the air temp at 10C. Assuming that is true, should see a discharge temp of 224F. At 20C it is roughly 244F; both values are for 900mBar delta P. If your motor is 90Kw then you have enough power to go to 900mBar. ■
Re: Tippers Vs Hopper Trucks
Dear Teus,
Thank you.
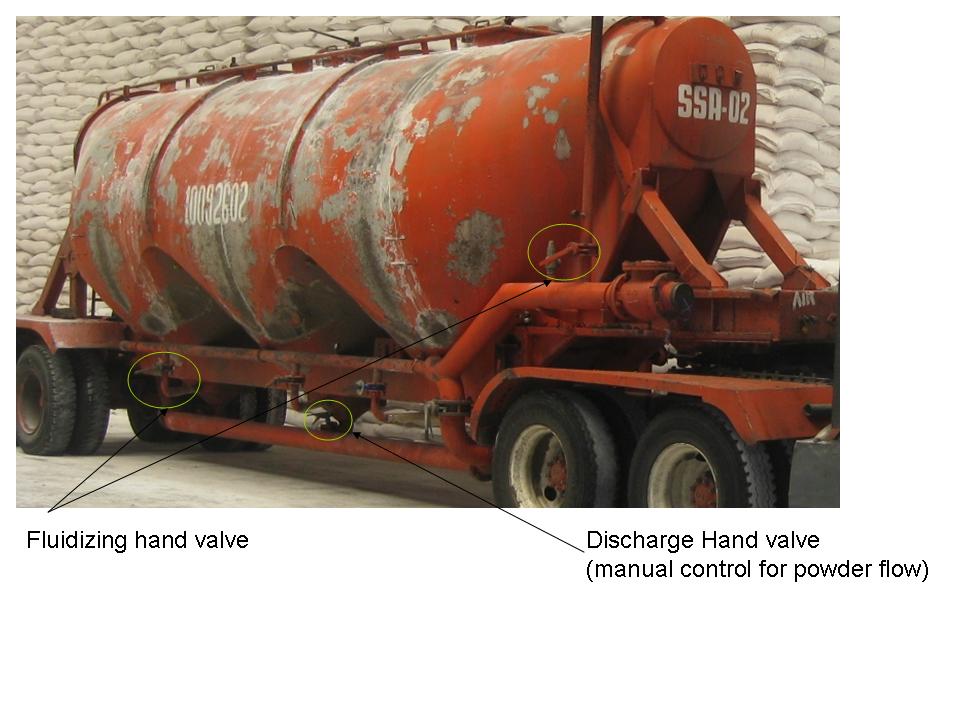
Kindly view the handvalve on the attachment.
Since this hand valves are controlled manually, we are experiencing frequent high pressure alrms, although
we have a pressure relief valve (aerzen OEM) installed which is set at 14psi & a vent valve where air will be released in an event of a high pressure.
However we do not have a safety device for temperature.
During occasional high pressures, will it have an impact on the internal parts of our blower?
Attachments
■
Re: Tippers Vs Hopper Trucks
Ralf,
Thank you.
Yes this is still the same blower
i have discussed with you.
What are your recommendations so we could still
lower our operating temp?our blower are coupled to 150 hp motors. ■
Re: Tippers Vs Hopper Trucks
Dear himex,
The setting of the pressure relief valve of 14 psi is far too high.
This setting should be approx 12 psi (850 mbar vacuum)
A vacuum of 14 psi (984 mbar) is far too high for the blower.
From the picture, I get yhe impression that you are regulating the material flow itself through a butterfly valve..
This would be the wrong way and can cause the irregular flow of material, resulting in high pressure alarms.
If you can give a piping diagram of the tanker with pipesizes and valves, a better operating advise can be made.
best regards
Teus ■
Teus
Re: Tippers Vs Hopper Trucks
Hi Teus,
they have a pressure system - not a vacuum one. You are still correct in saying though that the delta P of 14 psi at 1190rpm can lead to issues. For instance, the discharge temperate is already at 267F at that moment. Any higher inlet temperature can lead to exceeding the maximum allowable discharge temperature.
Hi Ms. Paulene and Himex,
There are multiple ways to address this issue. The cheapest by far is the installation of an Aeropress or Aeropress10S pressure regulating valve that limits the discharge pressure to let us say 12 psi. The valve is rated for continous duty. Using the currently installed pressure safety valve to regulate system pressure is not a good move. It is strictly there to avoid bursting the blower and silencer etc. If it wears out on you it messes with your overall system and its safety.
The next measure involves more capital and it depends if you want to continue using your systems for truck unloading only. Moat truck unloading applications work with much smaller blowers at around the flow that you seem to desire. Operating a positive displacement blower at really low rpm temds to let it run a lot hotter as opposed to using a smaller blower running at a higher speed.
This phenomenon is caused by more hot air to backflow through the same clearances into the low pressure side of the blower due to the slower speed. This sort of superheats the blower raising its exhaust temperature at low rpm and same delta p. So you could downsize the packages to a 60S; it would just take quite an investment though.
Installing an Aeropress or 10S regulating valve and a t22 switch may be your best bet as far as lowering discharge pressure and thermal load of the blower. ■
Re: Tippers Vs Hopper Trucks
Hello himex, Ralf,
Ralf, you are correct about operating a pressure system. (My mistake).
(A pressure of 850 mbar is much more acceptable than a vacuum of 850 mbar, which would have led to much higher temperatures)
Using the spring-loaded safety valve as a regulating valve is not the right way in a pneumatic conveying system.
Bleeding off conveying air in case of high pressure, reduces the mass flow of conveying air and thereby increases the SLR and reduces the conveying velocities, which can lead to blockages. Although in this system, with very high velocities, it might work occasionally.
Replacing the safety valve for a proper regulating valve suffers from the same problem.
The only way to regulate the pressure of a pneumatic conveying system is feeder control.
In this way, the SLR is controlled to maintain the set pressure.
For a bulk tanker, the feeder control is done by setting the ratio tank air/ by-pass air.
BR
Teus ■
Teus
Re: Tippers Vs Hopper Trucks
Hi Teus,
Interesting. I have observed most pressure increases above the normal operating pressure occur as a function of a plug that already happened. Then it was important to have a steady back pressure handy that can clear the plug in the pipe. While the plug slowly clears out a significant amount of air mass flow needs to be bled out of the system. I would love to see Himex's installation one on one to literally see the live operation. ■
Re: Tippers Vs Hopper Trucks
Hi Ralf,
Controlling the feed rate of a pneumatic conveying system (vacuum and pressure) has to keep the pressure drop at a constant and set rate, which in fact is also a set SLR.
If this system works properly and can absorb feed fluctuations, then the forming of a plug is prevented.
The safety valve is nothing else than a safety valve.
Unplugging a pipeline, (which I had to do a number of times) is best executed by putting pressure in the pipeline and de-pressing the pipeline a number af times.
In the case of unloading machines, where filters are incorporated in the system, this is done by controlling the respective valves, amongst which a bleeding valve. (some automatic, some manual)
A too high pressure is then, while unplugging the pipeline, not necessary.
Even suctioning backwards was a possibility on some installations, although that was always a bit tricky to do, because of possible uncontrolled blowbacks. (Only for experienced- and brave operators)
Have a nice day
Teus ■
Teus
Re: Tippers Vs Hopper Trucks
Hi Teus,
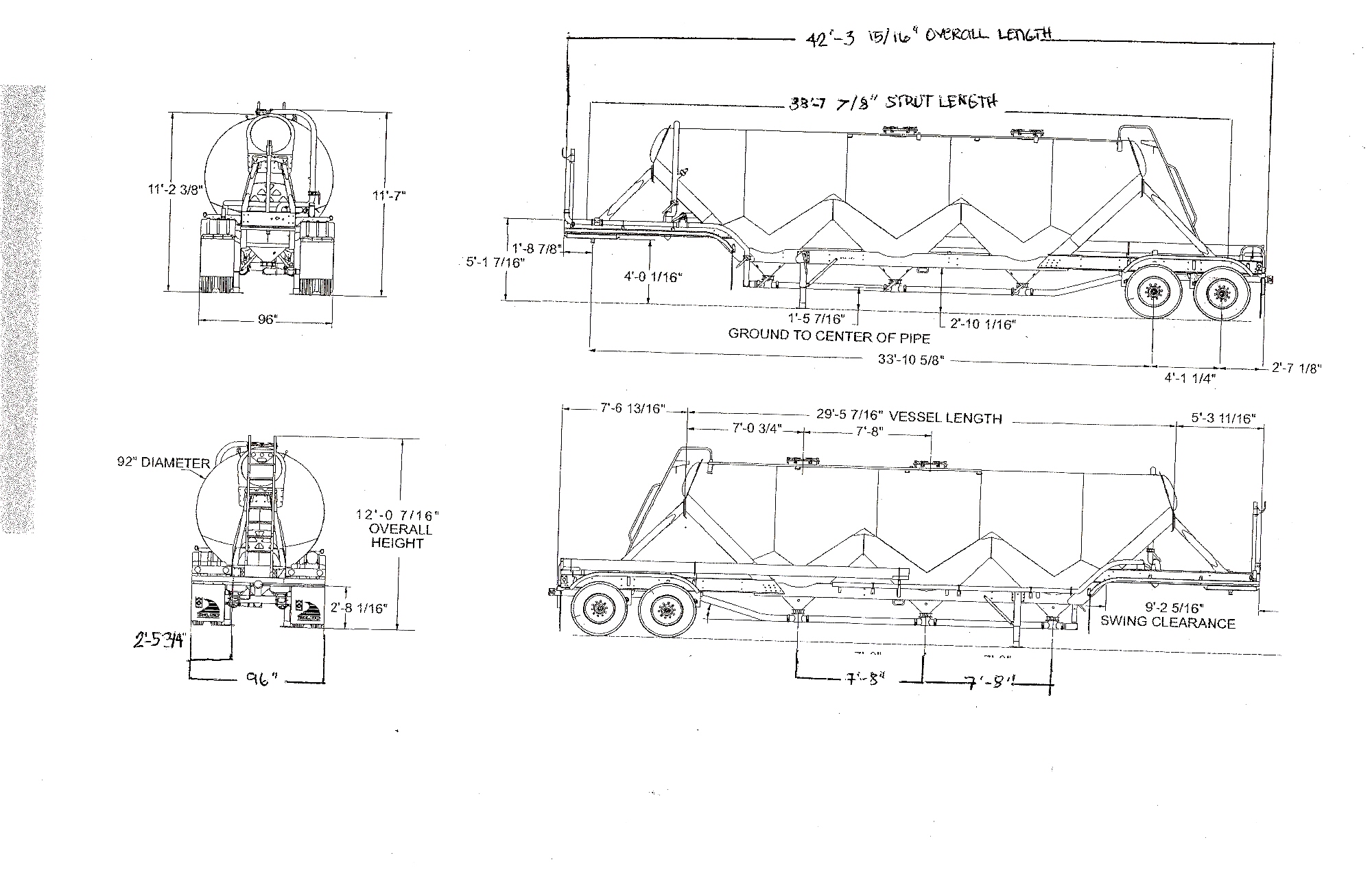
here is the hopper truck diagram from our supplier.These are just regular cement truck hoppers which was converted from 4" to 6" discharge pipes.
Hope this helps.
Attachments
■
Re: Tippers Vs Hopper Trucks
Ralf,
kindly send me some info on the aeropress.
im not familiar with this device.
thank you.
 Originally Posted by RalfWeiser
Originally Posted by RalfWeiser
■
Re: Tippers Vs Hopper Trucks
Dear himex,
Bulk truck-unloading procedure.
see attachment for drawing
1)Connect compressor to bulktruck and discharge hose to the conveying installation.
2)Pressurizing:
•cement valve V1 open completely
•cement valves V2 V3 closed
•extra air V6 valve open
•discharge valve V10 closed
•tank valve V4 open
•fluidizing valves V5 V7 V8 V9 open
•pressurize up to approx 500 – 600 mbar
3)Open discharge valve V10 completely
•Close gradually extra air valve V6, maintaining 600 – 800 mbar
•If pressure drops below 700 mbar, close extra air valve V6 gradually
•If pressure exceeds 700 mbar, open extra air valve V6 gradually
4)Open cement valve V2 and close cement valve V1
5)Open cement valve V3 and close cement valve V2
The setting of the extra air valve V6 has to be found experimentally for every installation.
success
Teus
Attachments
bulktruckscheme model (1)_1 (PDF)
■
Teus
Re: Tippers Vs Hopper Trucks
Dear Teus,
Thank you for the data.
We will re-apply this procedure to our unloading operations.
Current situation is that:
1. cement valve 2 opens first then cement valve 1 and lastly cement valve 3.
Is there any issues if our operators unload in this sequence?
add on:Operators usually bang the hoppers if the material does not flow smoothly that is why we have a lot of dents in the hopper trucks. ■
■
Re: Tippers Vs Hopper Trucks
Dear himex,
The sequence of the opening of the cement valves under the hopper sections is not really relevant to the unloading procedure. Maybe, starting with V2 will minimize the amount of cement, left behind in the hopper.
That the operators have to bang on the hopper walls in order to get the cement flowing is a sign that the fluidization is not working properly.
In case there are fluidizing pads in the cone, they have to be checked, whether they are still open as well as the piping to the pads.
If there are no pads, (what I doubt, because on the picture are fluidizing pipes shown), banging dents in the hopper walls will hamper the internal cement flow
Take care
Teus. ■
Teus
Re: Tippers Vs Hopper Trucks
Dear Teus,
Thank you.
Forgot to mention in my earlier posts that materials we unload are:
STPP, CAOH, CACO3, SSA & SULFATE.
My apologies. ■
Re: Tippers Vs Hopper Trucks
Hello Himex,
Sorry for my late reply but for the life of me I did not get a thread notification for your information request. I have attached three documents for you. The Aeromat valve information is probably not relevant for you as that device is a completely selfsufficient start up unloading valve.
The basic Aeropress is essentially an Aeromat with a pilot valve attached to it that allows to start any blower up completely unloaded and provided that you have at least 2-3psi pressure on your air delievery pipe it will automatically close and maintain a maximum backpressure that you can select. The pressure is adjusted with a pilot valve and its set point should of course be below the safety relief valve setting.
The Aeropress10S is a normally closed valve and does not need a head pressure like the Aeropress (less10S) or the Aeromat. Its pilot valve also maintains a maximum back pressure. Unloading of the blower can be achieved with a 2 way solenoid valve. Otherwise all three valves do not need any other auxiliary power source let that be electric or air.
Please let me know if you have nay question.
Attachments
0013-b-6 aeromat valve for blower (PDF)
0186-bc-6 rev _ aeromat aerovac aeropress aeropres (PDF)
0209-b-6 aeropress unloading and pressure regulati (PDF)
0221-b-6 aeropress10s pressure regulating and unlo (PDF)
■
Re: Tippers Vs Hopper Trucks
Dear himex.
For each material, the extra air valve (V6) has to be set individually.
Best regards
Teus ■
Teus
Re: Tippers Vs Hopper Trucks
Originally Posted by himexRubber hammers are standard issue equipment in dent free powder unloading operations in the UK & beyond.  ■
■

{kind=link}
{kind=link}
Tippers vs Hopper Trucks
TIPPERS vs HOPPER TRUCKS (with aerzen 90s)
Greetings.
BEFORE: ( year 1999 to 2000)
using Aerzen GM 90 S Positive Displacement Blower running at 1190rpm. Convey line pressure is at 4-6 psi, air differential pressure 0-5psi, outlet temperature is 90 deg. C. We are unloading powders from container vans trucks using tippers.powders are then fed via a rotary valve feeder (RFV) connected to 6 inches convey line pipes with 90deg bends up to silo (approx. 60 feet high).
NOW: (2000 - present)
We are still using the same Aerzen GM 90 S Positive Displacement Blower running at 1190rpm. Convey line pressure is at 8-10psi, air differential pressure 0-5psi, outlet temperature is 120 deg. C. We are unloading powders from hopper trucks (with 6 inches diameter outlet pipe) connected to 6 inches convey line pipes with 90deg bends up to silo (approx. 60 feet high).
** Engineers ( before my employment ) have replaced the tipper system with hopper trucks.Powders being conveyed are now being controlled manually with a hand valve compared to an RFV before conversion.
An increase in pressure & temperature was noticed after the conversion.
Can the current Aerzen 90s still support this kind of design (hopper truck) since it was designed originally to convey by means of an RFV ?
Is it possible that this design will be harmful to our blower beacuse of the increase in temperature and pressure? ■