
7.4 Design Principle 4 – Minimise Abrasive Wear of Chute Surface
A critical aspect in the efficient design of transfer chutes is the wear that is imposed on the chute surface by the abrasive nature of material flowing on the chute surface.
1. Wear on Chute Bottom
Consider the generalised case of flow through the spoon as indicated in Fig. 21.
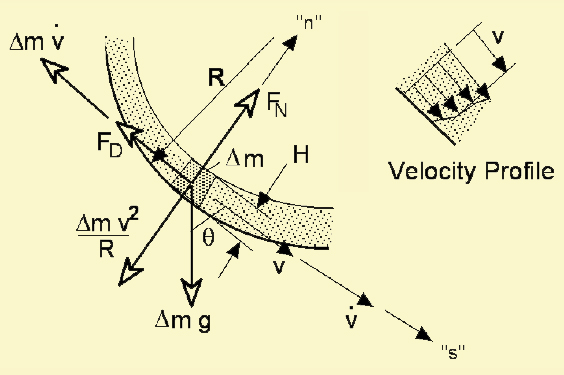
An abrasive wear factor Wc may be determined as:
where:
Wc = abrasive wear factor [N/ms]
NWR = non-dimensional abrasive wear number
NWR is given by:
The various parameters are:
∅ = chute friction angle [°]
B = chute width [m]
Kc = ratio vs/v
Vs = velocity of sliding against chute surface
Qm = throughput [kg/s]
R = radius of curvature of the chute [m]
V = average velocity at section considered [m/s]
θ = chute slope angle measured from the vertical [°].
The factor Kc < 1. For fast or accelerated thin stream flow, Kc = 0.6. As the stream thickness increases, Kc will reduce. Two particular chute geometries are of practical interest: straight inclined chutes and constant radius curved chutes.
2. Wear on Chute Side Walls
Assuming the side wall pressure increases linearly from zero at the surface of the stream to a maximum value at the bottom, then the average wear may be estimated from
Kv and Kc are as previously defined. If, for example, Kv = 0.8 and Kv = 0.4, then the average side wall wear is 25% of the chute bottom surface wear.
3. Impact Wear
Impact wear in transfer chutes may occur at points of entry or at points of sudden changes in direction. For ductile materials the greatest wear occurs when impingement angles are low, say 15° – 30°. For hard, brittle materials the greatest impact damage occurs at steep impingement angles of the order of 90°.
7.5 Design Principle 5 – Minimise the Wear of the Belt
A critically important aspect in the design of transfer chutes is to reduce the effects of the material stream on belt wear and damage. The primary objectives are to:
- match the horizontal component of the exit velocity as closely as possible to the belt speed,
- reduce the vertical component of the exit velocity so as to reduce abrasive wear due to impact, and
- load the belt centrally so that the load is evenly distributed in order to avoid belt mistracking and spillage.
The transfer of material onto the belt is illustrated in Fig. 22.
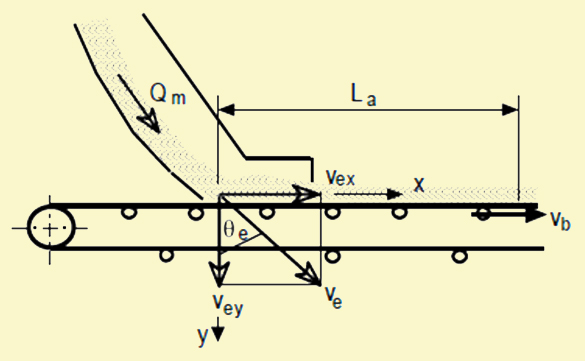
The following formulae have been developed as a means of estimating belt wear at a transfer point:
where:
ρ = bulk density
Vey = vertical component of the exit velocity
The abrasive wear parameter Wa:
where:
μb = friction coefficient between bulk solid and conveyor belt
Vb = belt speed
The wear will be distributed over the acceleration length La. The wear parameter may then be expressed as
with:
 |
where:
θe = chute slope angle with respect to vertical at exit
Kb = non-dimensional wear parameter.
In Fig. 23 Kb is plotted for a range of vb/ve values.
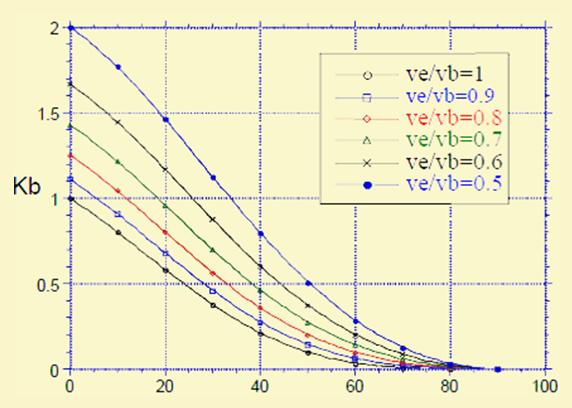
As shown, the wear is quite severe at low chute angles but reduces significantly as the angle θe increases. For the chute to be self-cleaning, the slope angle of the chute at exit must be greater than the angle of repose of the bulk solids on the chute surface. It is recommended that
8. Conclusion
This collection of rules and formulae has been presented as a reminder to the industry that chute design requires a lot more attention that it is currently given. While sophisticated computer software is an essential tool in modern materials handling, the basic design of particulate flow is equally essential where the software is not available. The application of the equations and principles presented should provide the designer and plant engineer with the means to apply these principles in a practical manner and with sufficient accuracy to confidently predict the performance of the chutes.
■