

Total Containment Ibc (Continued)
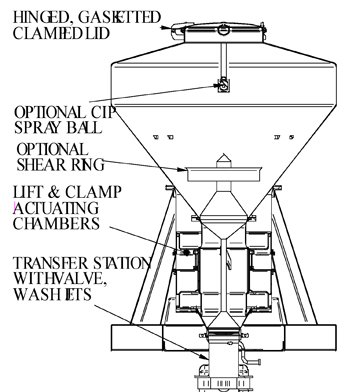
The unique ISL TCI double cone valve system is locked closed solidly to ensure integrity with no product leakage out or environmental material in throughout the whole process. When the TCI is docked and sealed to the process inlet or Transfer Station the integral transfer chute (which has no breaks or connections to jeopardise its integrity), maintains total containment during discharge. After discharge, the TCI outlet valve is pressure clamped into the machined outlet so as to ensure containment after removal from the process.
The TCI to process interface connections (valve outlet face and process inlet) can be totally cleaned before removal of the TCI, either with the Transfer Station’s CIP/SIP system or the optional spray ball incorporated within the TCI. The Transfer Station’s “wash chamber”, has a lower valve and a series of injectors for the application of the required sanitation method (dry air/nitrogen, water, steam, solvent wash). The chamber and the outlet of the TCI are totally cleaned with no measurable escape of product from the TCI or Transfer Station after disconnection.
Alternatively, The TCI and Transfer Station may be cleaned in place before disconnection. The integral spray ball in the top of the TCI together with a specific wash mode of the twin valves ensures 100% cleaning with no remaining product before disconnection.
With the reducing of OEL’s to zero, the ISL, TCI, can also bring substantial financial savings. Cost reductions can be found in cleaning and disposal, the reduced need for extraction equipment and, reduced building and facility costs, reduced or no operator protective apparel and so on.
A major saving is in ATEX zoning. Where previously production areas would have been classified as zone 1 or 0, they can now be declassified totally, or at least, to zone 2.
For further information, interactive products, on line videos and to discuss your needs, please visit:
href="https://edir.bulk-online.com/profile/9540-isl-ivan-semenenko-.htm" target="blank">https://edir.bulk-online.com/profile...semenenko-.htm
Attachments
■

Total Containment IBC
CONTAINMENT NEEDS OF PROCESS INDUSTRIES
The solution for total containment in batch powder and particulate processing is the ISL “Total Containment IBC” System (TCI Series). The development, testing and market introduction of the TCI follows a staged design study by Ivan Semenenko, founder of Ivan Semenenko Ltd (ISL).The TCI met the industry needs for an IBC system that: provides high containment; is totally sanitary, totally cleanable and safe; discharges and controls all powders, tablets and granules.
While the issue of containment has continued to manifest itself over the 26 years since Ivan introduced the cone valve concept, the catalyst behind the more recent determination to solve the issue in relation to operator exposure levels (OEL’s), has been the introduction of stringent Health & Safety legislation. This increasingly demands powder containment to be of the highest order. It would normally be assumed that meeting more stringent requirements such as lower OEL’s would increase the overall costs of the production facility and costs of manufacture. In fact, with the ISL TCI system in place, facility and manufacturing costs can reduce, and significantly as set out below.
Today, all process industries, not only the pharmaceutical industry, are challenging the suppliers to reduce OEL’s further and further. Previously acceptable OEL’s of 100 micrograms/M3 have been more recently reduced to 10 micrograms/M3 and today the industry is looking for nanogram levels. There are several systems on the market that claim below 10 micrograms/M3 but few if any that provide nanogram or zero levels: the exception being ISL.
ISL met this challenge in 2003 with the first sale of the Total Containment IBC System to the Irish arm of a global pharmaceutical manufacturing group. The objectives were: total containment; total sanitation; total control. This meant that total containment had to be maintained during IBC filling, transport to and return from a remote irradiation facility, connection to the process, discharge and dosing and finally disconnection and removal for refilling. Numerous tests conclusively established 100% success of all objectives.
For more information, please visit:
https://edir.bulk-online.com/profile...semenenko-.htm
(continued on next post)
Attachments
isl_1_news_07 (JPG)
■