

Dust Explosion Venting Of Silos (Continued)
Compared to other process vessels, silos have unique features which usually result in a large (impractical) amount of calculated explosion vent relief area. The silo volume is usually very large and the Length / Diameter (L/D) ratio can be large. Both of these parameters can significantly affect the vent relief area.
Historical Trend – Vent Sizing
The most commonly used method to determine the explosion vent relief area has been the National Fire Protection Association (NFPA) 68 “Guide for Venting of Deflagrations”. The vent sizing equations in NFPA 68 are based on test data, primarily from Great Britain and Germany, which has been updated and refined for over 30 years.
Earlier versions provided vent relief area guidance based on small-scale tests. The 1994 edition was revised based on new data from Germany at the time, which included tests up to volumes of 60 m3. The 1998 edition saw a major change to the vent sizing equations, which drastically effected silos. An additional amount of relief area, which was significant, was added to vessels that had an L/D of 2 or greater. The 2002 edition saw another change to the equations which resulted in a reduction of the vent area (compared to the 1998 edition) for these elongated vessels, and the next edition (2007) will allow a further reduction (see Table 1).
Table 1. Explosion Vent Sizing Examples for Elongated Vessels (Silos)
NFPA 68 Silo #1 Silo #2
Edition Vent Relief Area Vent Relief Area
1998 5.0 m2 54 ft2 23.6 m2 254 ft2
2002 3.2 m2 34 ft2 19.5 m2 210 ft2
2007 2.6 m2 28 ft2 13.4 m2 144 ft2
Calculations based on:
Pstat = 0.1 barg
Pred = 0.2 barg
Kst = 100 bar-m/s
Pmax = 9 barg
Silo #1 Volume = 81 m3
Silo #1 L/D = 2.5
Silo #2 Volume = 460 m3
Silo #2 L/D = 3.8
The deflagration index (Kst) for these sizing examples was arbitrarily selected, but the trend would be the same for any combustible dust.
(continued on page 3) ■
Dust Explosion Venting Of Silos (Continued)
What else can be done to minimize the required vent relief area?
For any given silo volume there are 3 parameters that can be modified that will effect the explosion vent relief area requirement. To reduce the vent area:
1. Increase the design strength of the silo
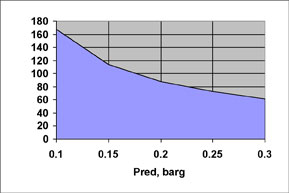
As we increase the capability of the silo to withstand the maximum pressure during venting (Pred) the required vent area is decreased. The first incremental increase in Pred provides the maximum benefit in reducing the vent area as shown in Figure 1.
(continued on page 4)
Calculations based on NFPA 68, 2002 Edition:
Pstat = 0.1 barg
Kst = 100 bar-m/s
Pmax = 9 barg
Volume = 200 m3
L/D = 3
Figure 1. Effect of Pred on Vent Sizing
Attachments
■
Dust Explosion Venting Of Silos (Continued)
2. Reduce L/D of the silo
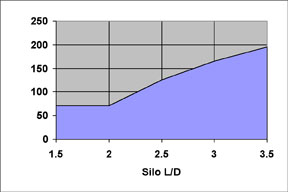
When the L/D of the silo becomes greater than 2 the vent relief area significantly increases. In many cases the vent area will more than double for L/Ds of less than 3 compared to a L/D of 2 as shown in Figure 2 below. For a specific silo volume capacity if you can design the silo diameter to be larger (the length will decrease), then the vent area requirement will decrease significantly.
(continued on page 5)
Calculations based on NFPA 68, 2002 Edition:
Pstat = 0.1 barg
Pred = 0.2 barg
Kst = 100 bar-m/s
Pmax = 9 barg
Volume = 460 m3
Figure 2. Effect of L/D on Vent Sizing
Attachments
■
Dust Explosion Venting Of Silos (Continued)
3. Test the product to determine the actual Kst
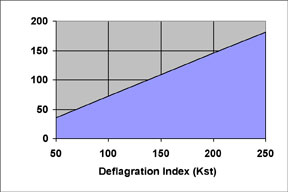
The vent relief area is linearly proportional to the Kst of the product as shown in Figure 3. Most published Kst data is based on very small dust median particle size. The smaller the particle size the larger the Kst value. Actual products in silos will usually have larger median particle size than the published data. As an example a corn starch sample with a median size of 7 micron has a published{3} Kst value of 202 bar-m/sec. Corn starch samples with median sizes of 30 to 36 micron produced Kst values of 148 to 103 bar-m/sec. Be aware that with products that have a broad range of particle sizes that the smaller particles will stay suspended in the silo longer than the larger particles. It is usually recommended to have sub 200 mesh (< 74 micron) samples tested to have a representative of the fines. Also similar products of the same particle size distribution do not always produce the same Kst value i.e. there are many types of coal, starch, etc.
(continued on page 6)
Calculations based on NFPA 68, 2002 Edition:
Pstat = 0.1 barg
Pred = 0.25 barg
L/D = 3
Volume = 200 m3
Figure 3. Effect of Kst on Vent Sizing
Attachments
■
Dust Explosion Venting Of Silos (Continued)
Conclusion
The explosion vent sizing equations have been revised over the last decade, which has resulted in a decreased requirement for the vent relief area of silos. With some up front design considerations we can further reduce this vent area and provide venting as a practical responsive solution to dust explosion hazards.
References
{1} Robert Schoeff, Kansas State University, 1993 – 2002
{2} FM Global, Property Loss Prevention Data Sheet 7-76
{3} NFPA 68, 2002 Edition, Table E.1(a)
For more information on PPI Process Protection Inc., please visit:
https://edir.bulk-online.com/profile...protection.htm
rfoiles@processprotection.net ■

{kind=link}
{kind=link}
{kind=link}
Dust Explosion Venting of Silos
by Ralph Foiles
Process Protection Inc.
Occasionally a large grain silo / elevator explosion will make the national news, such as the DeBruce Grain facility in Wichita. Many others that are not as spectacular will go unnoticed; however they will still cause equipment damage, loss of production, and possibly personnel injury. On average there are reported about one agricultural dust explosion per month{1}. Of course there are also small unreported explosions or explosions from other products, such as pulverized coal.
There are two main strategies to protect against these explosions: preventative and responsive methods. Preventative strategies seek to eliminate one of the explosion “ingredients”; fuel (suspended dust), oxidant (air), enclosure (silo), or the ignition source. Unfortunately, the first three ingredients are inherently present in most of these processes during normal operations. So the primary preventative strategy comes down to trying to eliminate potential ignition sources.
Ultimately, it is impossible to guarantee that all ignition sources have been identified and prevented. A study{2} of dust explosions over a ten-year period identified over a dozen different types of ignition sources.
Trying to prevent the ignition source will reduce the frequency of explosions, but a responsive strategy will reduce the consequences of an explosion. For silo applications there are three responsive methods: explosion venting, suppression, and containment. Of these solutions, explosion venting has been the most widely used for over 30 years because it is usually the least expensive. So why don’t we see more silos protected by explosion vents?
(continued on page 2)
Photo:
DeBruce Grain Explosion, OSHA Report
Attachments
foiles_fig.1a (JPG)
■