

Staminair Corporation (Continued)
(continued)
The Vortex Blastair does not require any specific air supply, available plant air is sufficient with a minimum 4 bars air pressure (5 to 6 bars for better results).
The average air consumption is moderate and depends on firing number per hours, size of pressure vessels, and number of Vortex Blastair installed. For instance, a 50 liters Vortex will only consume 0.60 Nm3/hour at 6 bars air pressure (90 PSI) with 2 firing per hour.
Vortex Blastair was designed with several objectives in mind:
• Complete safety for the operators thus avoiding harsh roding or other manual cleaning method;
• A sturdy design able to cope with the most severe operating conditions;
• Easy maintenance thanks to an accessible external T shape valve;
• A metal to metal construction design making the Vortex Blastair extremely reliable;
• A cost effective solution to all customers willing to prevent hoppers, bins and silos discharge interruption as well as process disruption.
Build up: An every day life issue!
Concretions are one of the main obstacles to optimization of cement kiln operation. Cement operators try as much as possible to lower its influences on cement process. Unfortunately, these actions cannot fully prevent build up formation, which becomes a part of the process in modern cement kiln due to, among other factors:
• Clinker chemistry change and particle size variations;
• Alternative fuels usage affecting Sulphur , chlorides and alkali content;
• Preheater and fixed grate cooler design;
• Running kiln over burning;
• Burner flame momentum;
• etc.
A cement kiln preheater has several areas where concretions can occur. Hence, we are talking about areas where gases velocity decreases, where hot and colder temperatures encounter raw meal or where restricted dimensions of preheater sections changes raw material flow speed.
Most critical areas of build up comprehend but are no limited to inlet heart, smoke chamber, riser duct, cyclones cone / meal feed pipes and grate cooler.
Concretions and blockages, even recognized as an everyday concern by cement plants, are somehow a hidden cost affecting operations and kiln performance in terms of:
• Clinker quality
• Clinker overall production
• Refractory lining life
• Fuel consumption
• Safety operation.
Furthermore, if not prevented or eliminated in time, this could lead to unscheduled costly shutdown. It is a common practice for a modern kiln to quantity each hour of stoppage at an approximate minimum of 4000 USD.
What solutions are available?
Basically, cement plants have 2 possible options. Curing or Prevention method?
Curing can eliminate concretions while kiln is still in operation (if measures are taken at early build up stage) but will affect overall kiln performance.
Most common practices are hammering and poking, usage of CO2 cartridges, High pressure water jetting….etc …But are all labor extensive….and on top of it….DANGEROUS for the operators, RISKY for the refractory brick-work, and UNPRACTICAL in terms of calorific energy consumption (when hatches are opened, ambient cool air is introduced).
Prevention with air cannons is the optimum solution.
Properly installed with no danger whatsoever to preheater or cooler structure, it is the most suitable solution for build up problems, as it is more energy (compressed air only) and cost efficient device currently available.
Vortex Blastair are able to remove safely and automatically concretions occurring in areas where temperatures are high and not really suitable for human working environment.
Thus, build up can be regulated and destroyed before affecting overall cement process while offering safety for the operators. And, plant reliability is improved!
How to make Vortex Blastair installation successful?
To get an efficient , performing and successful Vortex Blastair operative network, proper ground work preparations and steps have to be laid out :
Step 1 : Information collection
Collect and exchange information with the end users. They are running the plant, and as such, are mostly qualified to identify concretions related problems and are fully aware of pending build up related issues. Having questionnaires filled up is a must but only the starting point.
Information and location of previous severe build ups are vital inputs. At the same time, detailed drawings indicating potential concretions will help determine the number, size and positioning of the Vortex Blastair and if specific blowing nozzles shapes are necessary.
Sites actual pictures can also be valuable. Once agreed upon with customer, detailed installation drawings, which Staminair Corporation called "Posiblast” can be prepared.
Step 2 : Designing Vortex Blastair pneumatic and electrical supply
Proper pneumatic piping layout (pipes sizing and access path ) will help minimize air consumption and maximize the Vortex Blastair performance.
Depending on the number of Vortex Blastair air cannons required, an air pressure "buffer tank"
(1 to 2 m3) can be installed between the Vortex Blastair network and plant existing air compressor, thus alleviating air delivery from compressors, which have to be planned to deliver enough compressed air in pressure and in volume.
At the same time, location of control panels (when required) organizing blasting sequences can be decided. Then cable runways and electrical conducts delivering electrical supply to the Vortex Blastair pilot valves can be properly laid out.
Step 3 : "Posiblast" installation of Vortex Blaster
Site Vortex Blastair installation might slightly differ from "Posiblast drawings" supplied due to unspecified obstructions, site alterations not notified on drawings supplied, etc.... It is indeed important to check and follow "Posiblast" layout supplied and generally to respect Vortex Blastair angles positioning as much as possible.
Air cannons as a universal application
Contrary to the natural belief, a cement plant does not require installing air cannons everywhere at the same time. It can be a gradual investment done per identified “build up zoning” (like Kiln inlet – smoke chamber – cyclone V...etc). Thus, costing is no more an issue….. And improved performance in the equipped “zoning” can justify further investment at a proper time as Return On Investment can be achieved more rapidly and in a safely manner.
Vortex Blastair specificity
Vortex Blastair is using a specific patented design allowing the triggering device to be equipped with a double sided piston (for double service life) and avoiding wear by the addition of a replaceable cylinder sleeve; this reduces tremendously its maintenance cost.
Vortex Blastair provides a preventive cleaning of your storage capacities.
Return of investment is generally lower than 1 year depending on the application.
Photo:
Cyclone equipped with two (2) Vortex Blastair 50 liters High Temperature
Attachments
■
Staminair Corporation (Continued)
(continued)
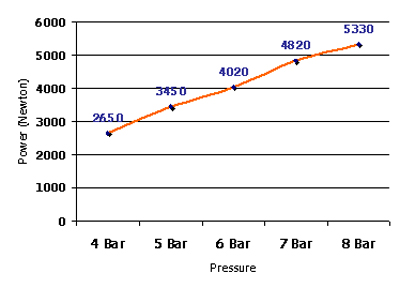
The compressed air contained in pressure vessel is instantly released, and the achieved blast, called the “impact force” evacuates material sticking to the walls (rat holing), as well as breaking potential bridging thanks to the shock wave obtained.
The chart below shows the Vortex Blastair with 50 liters tank capacity indicative power in Newton.
Vortex Blastair were engineered in Europe but are currently manufactured in Asia for cost efficiency.
Attachments
■
Staminair Corporation (Continued)
(continued)
Air cannons as a production tool
1.Prevent unwanted build up in cooler and preheater sections;
2.Provide more stable raw meal flow thus contributing to kiln operation steadiness;
3.Reduce greatly requirement for tedious manual cleaning;
4.Eliminate hazards and risks of manual cleaning;
5.Reduce ambient cool air introduced due to openings of hatches, ports and cleaning holes;
6.Allow usage of more cheaper grades of fuels due to the fact that build ups are greatly limited and/or are under control;
7.Increase lifetime of refractory lining thanks to regular removal of build up with no thermal shock;
8.Help operate the plant in a more safely and humane manner.
How can the Vortex Blastair help you?
Your production unit is facing unscheduled stoppages? Bulk handling problem resulting in lesser operational efficiency? You would like to improve material flow? Increase your cost efficiency? Vortex Blastair can respond to your expectations…
The number, size and Vortex Blastair positioning is recommended by our technical team, and installation drawings are also supplied. We remain at your disposal to find the best solution to your bulk handling problems.
For more information, please visit:
https://edir.bulk-online.com/profile...-staminair.htm ■

{kind=link}
{kind=link}
Staminair Corporation
Staminair Corporation is a specialist in build up solution removal using a pneumatic air triggered device commonly called an air blaster.
The Staminair team has acquired 15 years experience and has developed 2 Vortex Blastair® versions:
• High Temperature version mainly for heat exchanger and cooler applications to remove clogging and to avoid costly plant stoppages and downtime;
• Low Temperature (see photo below) to eliminate build up and dead stock for powdery and granular materials thus preventing caking and allowing optimization of storage capacity.
Attachments
staminair-1 (JPG)
■