

4.5 The ‘Between Skirts’ Dimension
A very commonly applied standard for the dimension between conveyor skirts is that the dimension between skirts should be 2/3 of the belt width. This dimension was developed for flat feeder belts and remains applicable in this case. However with ever increasing trough angles applying this simple rule often results in a very small clearance between the belt edge and the skirt rubber. A small lateral movement of the belt causes the belt to push the skirt rubber out with resultant spillage and constant belt tracking problems. G. Shortt has proposed a modified rule which is based on retaining the free-board (dimension between belt edge and skirt in this case) distance instead of the ‘between skirts’ dimension. in this case the free-board dimension is premised on the reliable rule for the flat belt condition of one sixth of belt width.
| Width | 0° | Ratio | 20° | Ratio |
| 500 | 335 | 0.67 | 317 | 0.63 |
| 600 | 402 | 0.67 | 380 | 0.63 |
| 750 | 503 | 0.67 | 474 | 0.63 |
| 900 | 603 | 0.67 | 569 | 0.63 |
| 1050 | 704 | 0.67 | 664 | 0.63 |
| 1200 | 804 | 0.67 | 758 | 0.63 |
| 1350 | 905 | 0.67 | 853 | 0.63 |
| 1500 | 1005 | 0.67 | 947 | 0.63 |
| 1650 | 1106 | 0.67 | 1042 | 0.63 |
| 1800 | 1206 | 0.67 | 1137 | 0.63 |
| 2100 | 1407 | 0.67 | 1326 | 0.63 |
| 2400 | 1608 | 0.67 | 1515 | 0.63 |
| Width | 30° | Ratio | 35° | Ratio |
| 500 | 294 | 0.59 | 280 | 0.56 |
| 600 | 352 | 0.59 | 335 | 0.56 |
| 750 | 440 | 0.59 | 416 | 0.56 |
| 900 | 527 | 0.59 | 501 | 0.56 |
| 1050 | 615 | 0.59 | 584 | 0.56 |
| 1200 | 702 | 0.59 | 667 | 0.56 |
| 1350 | 790 | 0.58 | 749 | 0.56 |
| 1500 | 877 | 0.58 | 832 | 0.55 |
| 1650 | 964 | 0.58 | 915 | 0.55 |
| 1800 | 1052 | 0.58 | 998 | 0.55 |
| 2100 | 1227 | 0.58 | 1164 | 0.55 |
| 2400 | 1402 | 0.58 | 1329 | 0.55 |
| Width | 45° | Ratio | ||
| 500 | 246 | 0.49 | ||
| 600 | 294 | 0.49 | ||
| 750 | 366 | 0.49 | ||
| 900 | 438 | 0.49 | ||
| 1050 | 509 | 0.49 | ||
| 1200 | 581 | 0.48 | ||
| 1350 | 653 | 0.48 | ||
| 1500 | 725 | 0.48 | ||
| 1650 | 797 | 0.48 | ||
| 1800 | 869 | 0.48 | ||
| 2100 | 1013 | 0.48 | ||
| 2400 | 1157 | 0.48 |
5. Material Properties
Knowing the inherent properties of the material being conveyed is critical to the successful design of transfer chutes. The obvious properties which would probably have been used in the selection of the required belt parameters to suit the duty are:
- The type of material (e.g. coal) and whether it is abrasive or corrosive
- The particle size and particle size distribution (mm) – highly dependent on process
- The bulk density ρ [kg/m3]
- The belt surcharge angle λ [°]
- The angle of repose θr [°].
Whilst many of the above material characteristics are published in manuals and catalogues it is always best to run typical bulk flow tests on the specific material to be conveyed.
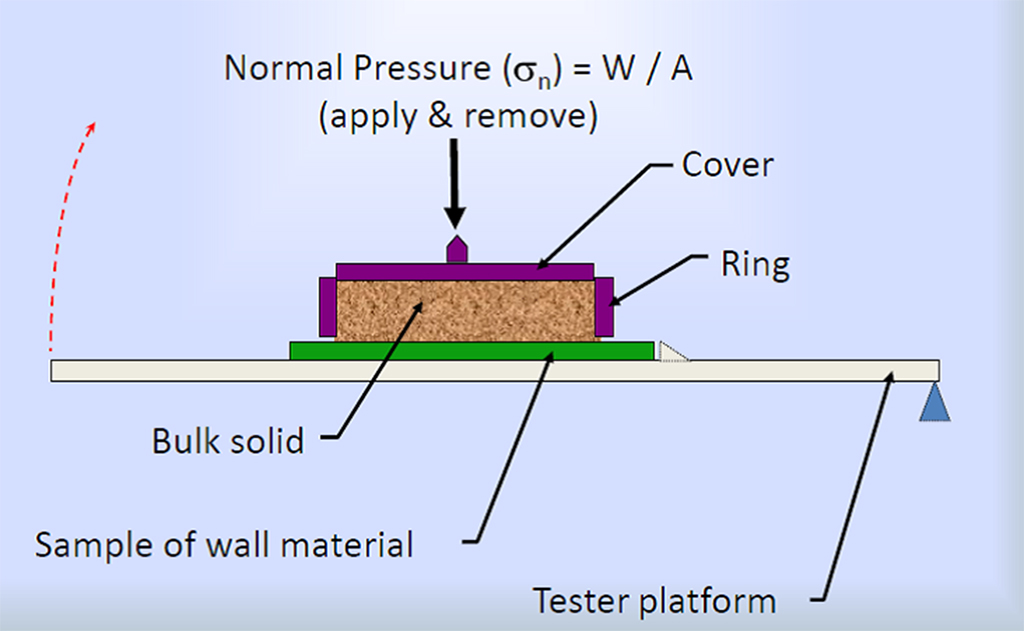
An important property is ascertaining the point at which the material begins to slide down the chute face for different types of liner material. This is typically established by testing, utilising a system similar to the Jenike Johannsen Shear testing system – however in this case, a force is applied to a block of the material and then the pressure is released and the block tilted until it begins to slide. The test is performed at different loads and with different wall materials, effectively simulating the impact of material on the chute face and the angle at which the impacted material will slide.

